
- 固睿特 ● 专注精密塑胶模具,注塑成型一站式服务
7天出模·3天出货·快速高效

-
塑胶模具咨询热线:
130-1377-6682



|
|
|
|
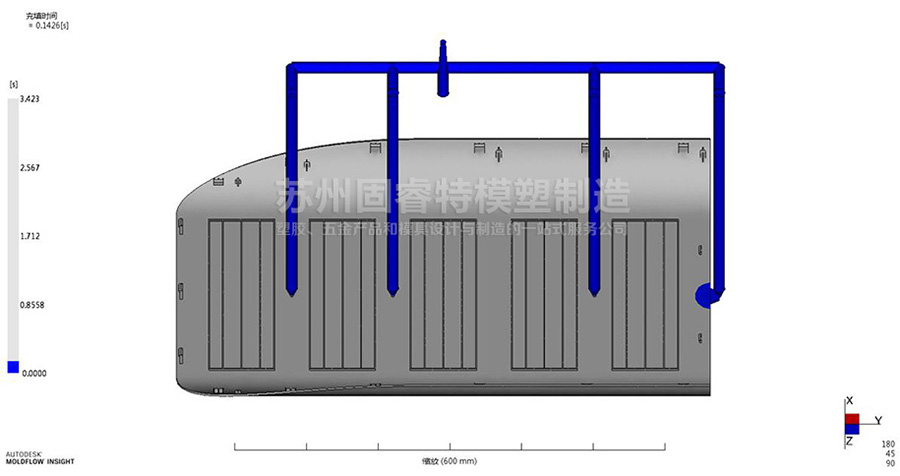
填充结果:
Fill time (Animate & Contour)
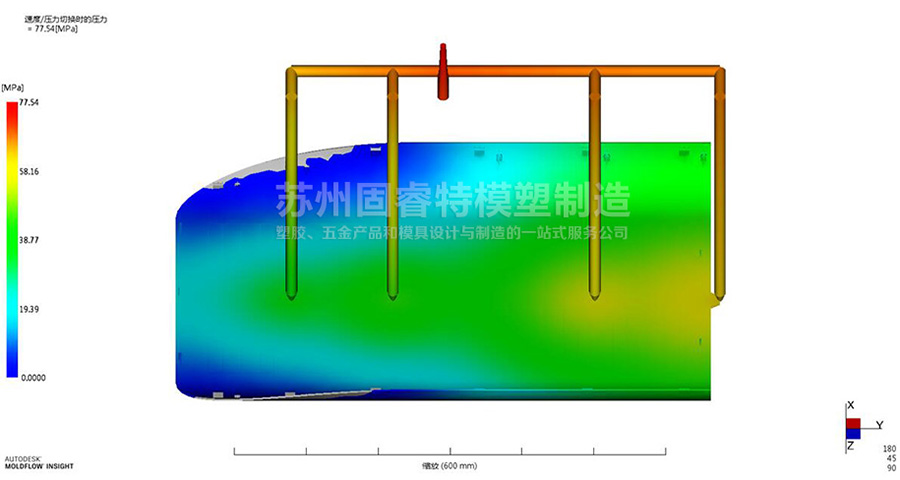
Pressure at V/P switchover
Pressure at the end of fill
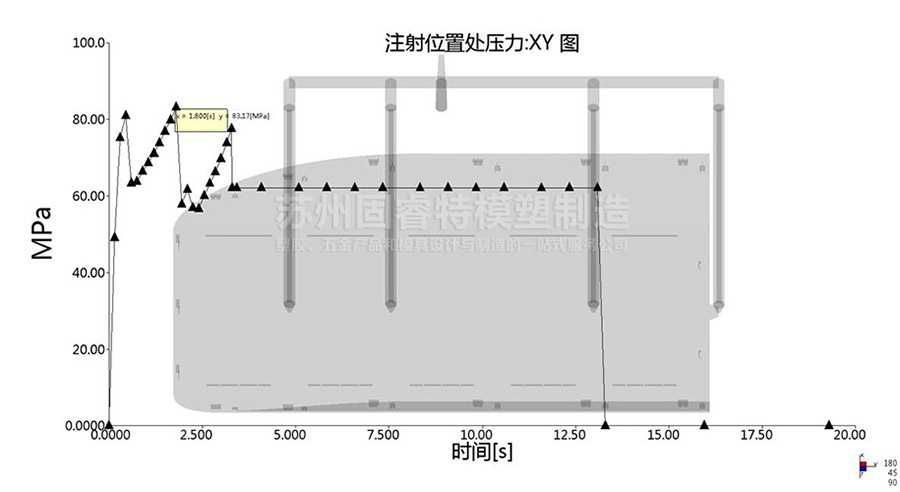
System pressure(Process pressure & packing profile)
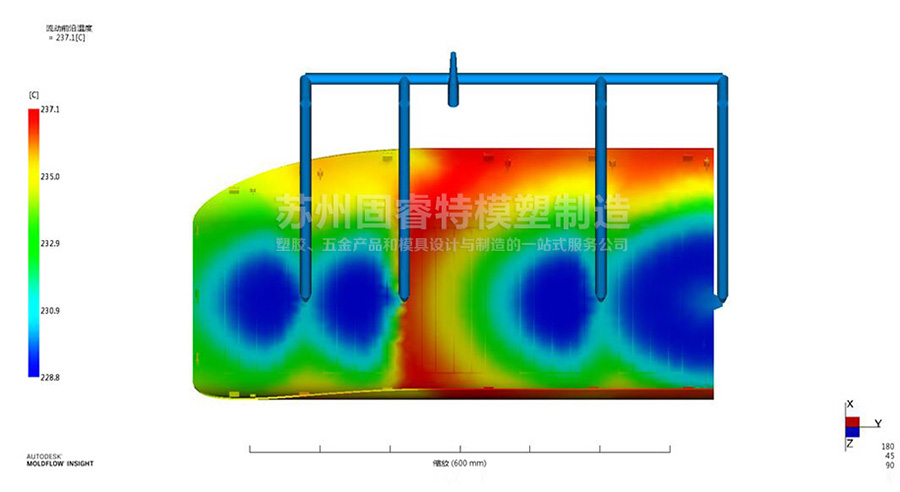
Flow Front Temperature
Shear rate
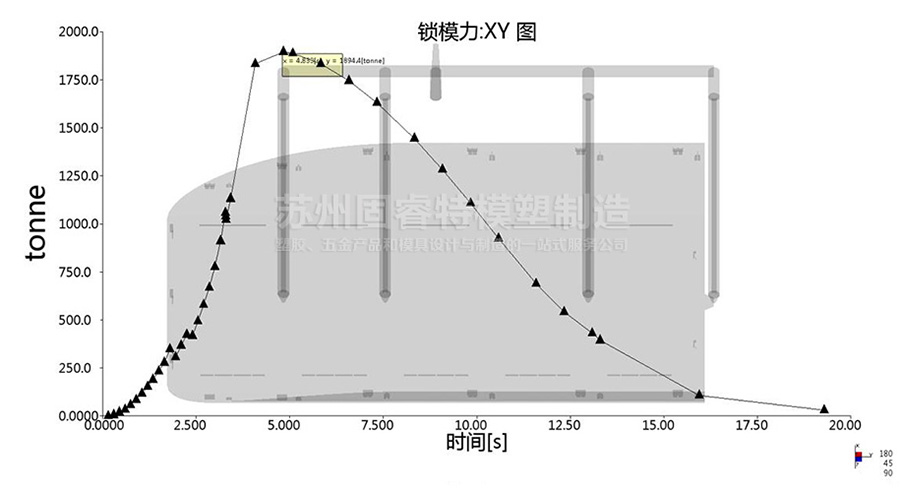
Clamp Force
Froze Layer vs Time
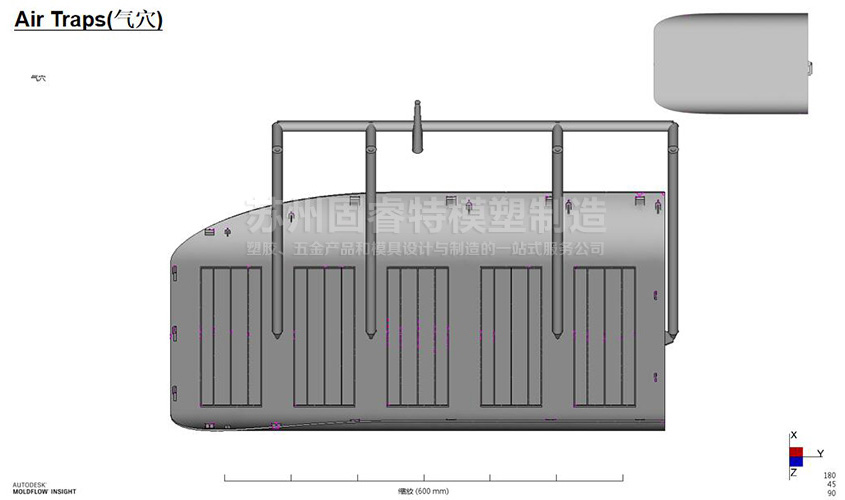
Air Traps
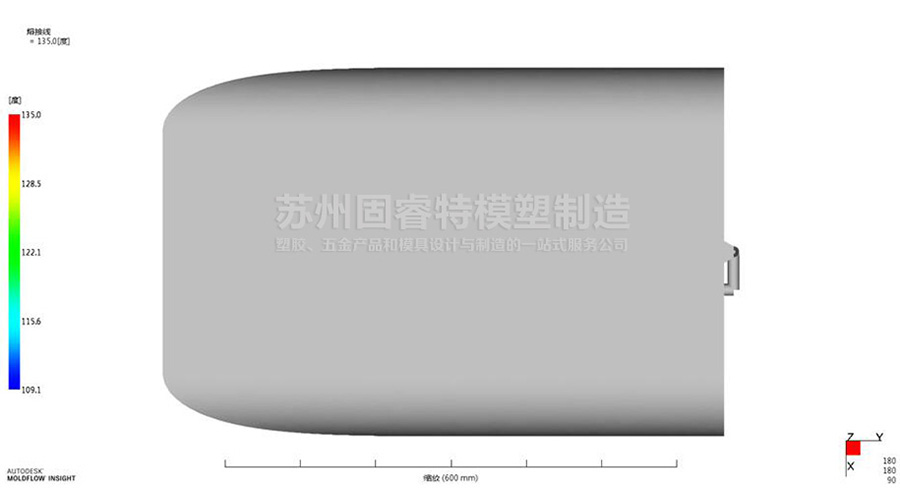
Weld Lines
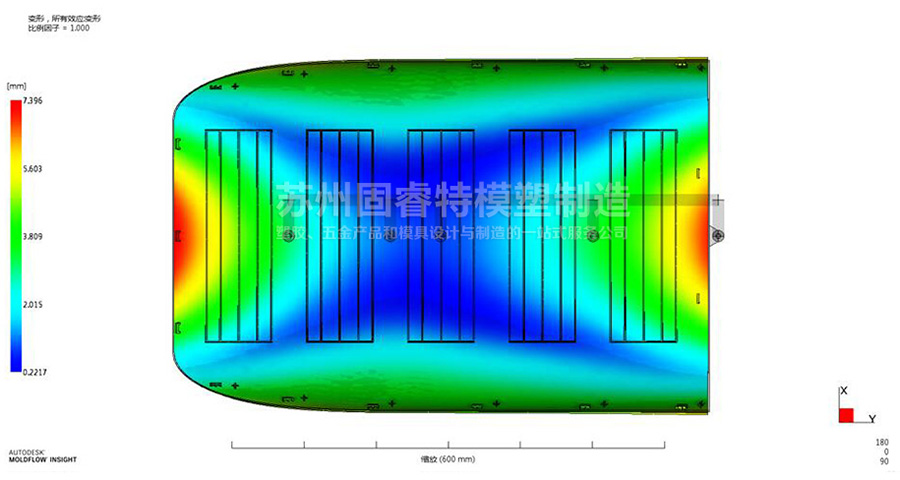
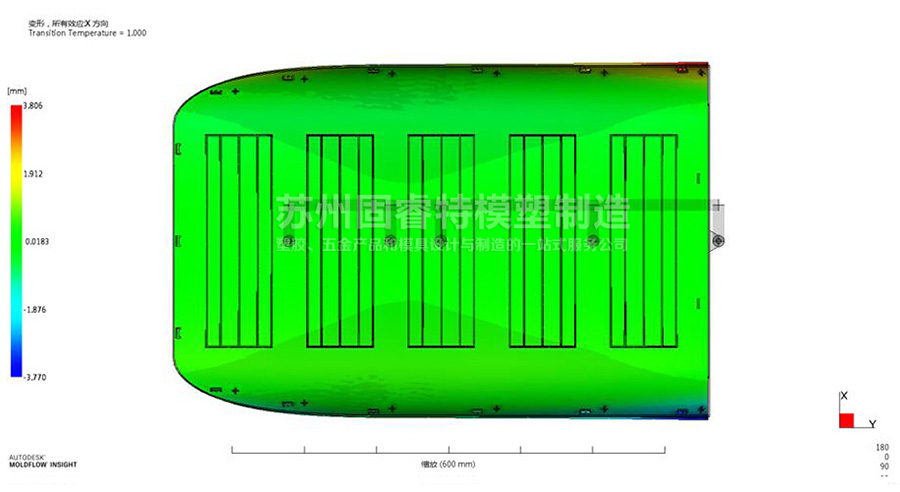
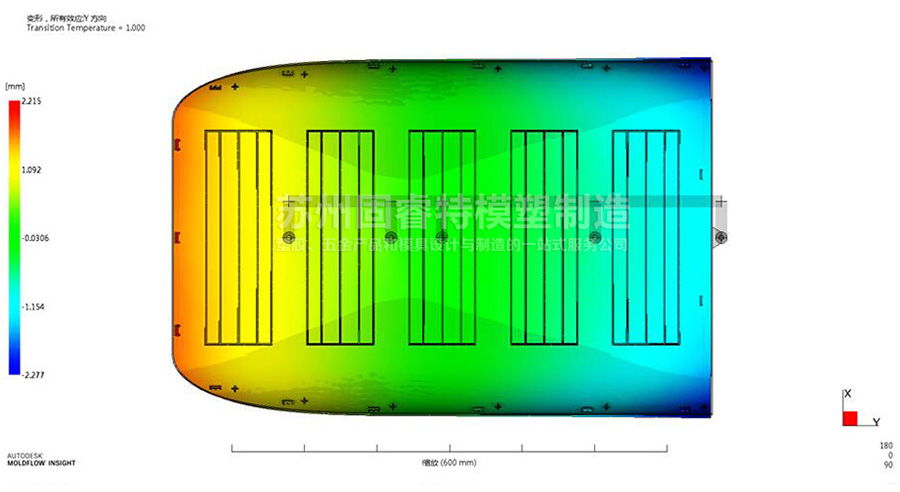
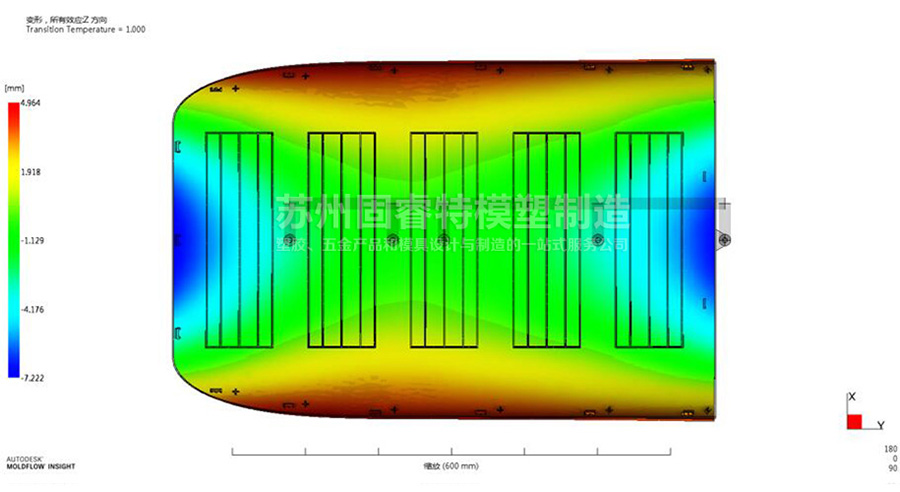
Volumetric shrinkage at ejection
Sink Mark Depth
Frozen layer Fraction at end of fill
|
|
|
|
|
||||||||||||||
|
||||||||||
|
|
||||||||
|
||||||||||||
|
||||||||||||
|
||||||||||||
|
||||||||||||
|





